ASIA ELECTRONICS INDUSTRYYOUR WINDOW TO SMART MANUFACTURING
Shimadzu Touts Firsts in New Blue Direct Diode Laser
Shimadzu Corporation has announced it is the first to achieve the highest output of 6kW for BLUE IMPACT blue direct diode laser. Additionally, the blue laser diode is equipped with an “on-demand profile control technology,” a first for a blue diode.
Specifically, an on-demand profile control technology allows adjusting the shape of irradiation beam according to the processing target. Accordingly, this enables stable welding even at high power and realizes high-quality and high-throughput processing.
Mainly, the 6kW output of the blue direct diode laser is approximately four times the output recorded in a NEDO (New Energy and Industrial Technology Development Organization) project in FY 2020.
Spurred by Automobile Trends
With the shift to electrification of automobiles, major components are being replaced from the engines and transmissions to motors and batteries. This leads to an increasing demand for processing pure copper materials with high electrical and thermal conductivity. Compared to infrared lasers used in conventional laser processing, blue lasers with a wavelength of 400 to 460nm have higher optical absorption efficiency for metals. Also, they are suitable light source for processing pure copper materials.
In addition, diode lasers have superior response speed, remote operability, and maintenance-free compared to traditional lasers. Therefore, the blue direct diode laser is an indispensable tool for welding pure copper materials. These will be important for the widespread adoption of electric vehicles (EVs).
Breakthrough in Output Performance
Specifically, the 6kW blue direct diode laser consists of a recently developed 1kW blue direct diode laser. Additionally, it has a unique processing head that combines the output light from 6 of the same laser devices.
A rectangular core shape (200×400µm) is used for the output fiber of the 1kW blue direct diode laser. In the case of a conventional circular shape, there is a difference in heat transfer between the center and the periphery when scanning. However, the rectangular irradiation shape allows uniform heating throughout the entire area. Also, the high brightness with the expanded irradiation area. Thus, they realiz stable and high-speed processing.
First On-demand Profile Control Technology
Moreover, the system implements the first on-demand profile control technology. Specifically, it independently controls the output power and beam irradiation position of each of the 6 bundled lasers. The laser beams are controlled to match the workpiece shape. As a result, a strong beam is directed to the center of the melting area and a weaker beam is directed around the center. Thus, the scattering of molten metal particles during welding can be suppressed and high-quality processing can be achieved.
Cooperation with NEDO
Shimadzu has been participating in a NEDO project on processing technology using high-brightness, high-efficiency lasers since FY 2016. It is working with Professor Masahiro Tsukamoto of the Laser Materials Processing, Research Division of Materials Joining Process, Joining and Welding Research Institute, Osaka University.
Accordingly, it developed a unique technology for combining the output of multiple blue diode laser elements to achieve both the high brightness and high output power required of a laser processing light source.
Currently, Shimadzu is collaborating with a major machine tool manufacturer to aim for the social implementation of this technology. Utilizing the BLUE IMPACT technology developed over the years, Shimadzu will develop a light source that can be used to weld EV motors, batteries, inverters, and other components.
* “BLUE IMPACT” is a registered trademark of Shimadzu Corporation.
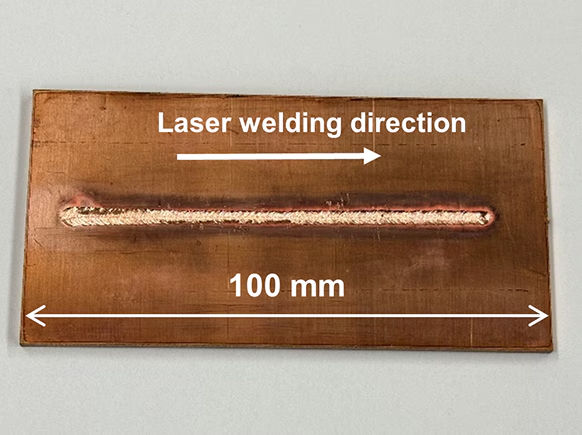

Example of high-speed penetration processing at 170cm/min on a 3mm-thick copper plate. High-quality processing with reduced spatter is achieved by profile control.
Example of welding copper flat wire for motor coils and non-destructive inspection of the welded area using a Shimadzu microfocus X-ray CT system. High-speed processing without blowholes (pores in the weld metal) was achieved for a 2 × 4mm square wire.
-15 July 2024-
- Share: