ASIA ELECTRONICS INDUSTRYYOUR WINDOW TO SMART MANUFACTURING
Unique Method Innovates High-Functional Films
Materials and manufacturing systems relating to high-functional films have taken spotlight at the recent 12th FILMTECH JAPAN (Highly-functional Film Expo) held in Japan’s Chiba Prefecture. In 2021, high-functional films market, centering around displays and semiconductors, surged amid the increased demand as more people have stayed indoors amid the novel coronavirus (COVID-19) pandemic.
In addition, the expansion in the production of smartphones caused a tight demand and supply balance of polyethylene terephthalate (PET) films and multilayer ceramic capacitor (MLCC) release films. Also, low dielectric films for fifth-generation (5G) communications, films for foldable terminal covers, and environment-friendly films made with recycled resins also attract attention. High-functional films are indispensable for improving functions of flat panel displays (FPDs). Moreover, their use aims to achieve thin-film-transistor (TFT) LCDs with wide viewing angles, and to seal organic light-emitting diode (OLED) panels. This article introduces the manufacturing system of The Japan Steel Works Ltd. (JSW) relating to high-functional films.
Simultaneous Biaxial Stretching System
Comparison between sequential biaxial stretching system and simultaneous biaxial stretching system
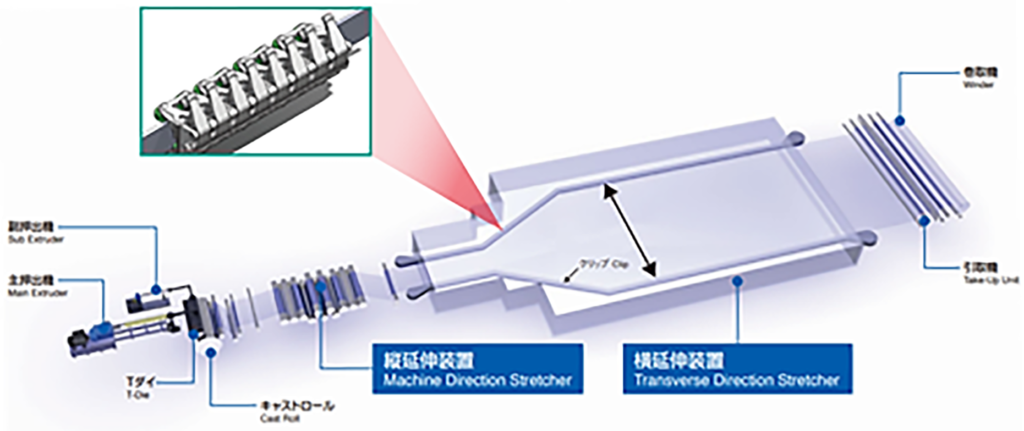
Figs. 1 and 2 show the structures of sequential biaxial stretching system and simultaneous biaxial stretching system, respectively. Nonetheless, the major difference between the two systems is the sequential system stretches a film first in the machine direction (MD) and then stretches it to the traverse direction (TD), which is orthogonal to the MD. The simultaneous system stretches a film simultaneously to the MD and the TD.
The sequential system makes solution resin discharged from the T die at the end of the extruder into a sheet in the casting process. The sheet stretches to the MD and made into a film using a machine direction stretcher comprising multiple rolls by making the peripheral speed of the rolls in the second stage faster than that of the first stage.
Subsequently, in the traverse direction stretching, both ends of the film are gripped with clips, and the clips travel on the chevron-shaped rail to stretch the film to the TD. It has simple structure with independent stretching mechanisms for the MD and the TD. Hence, it can stretch films at ~600m/min at the fastest. In terms of productivity, it is more advantageous than the simultaneous system.
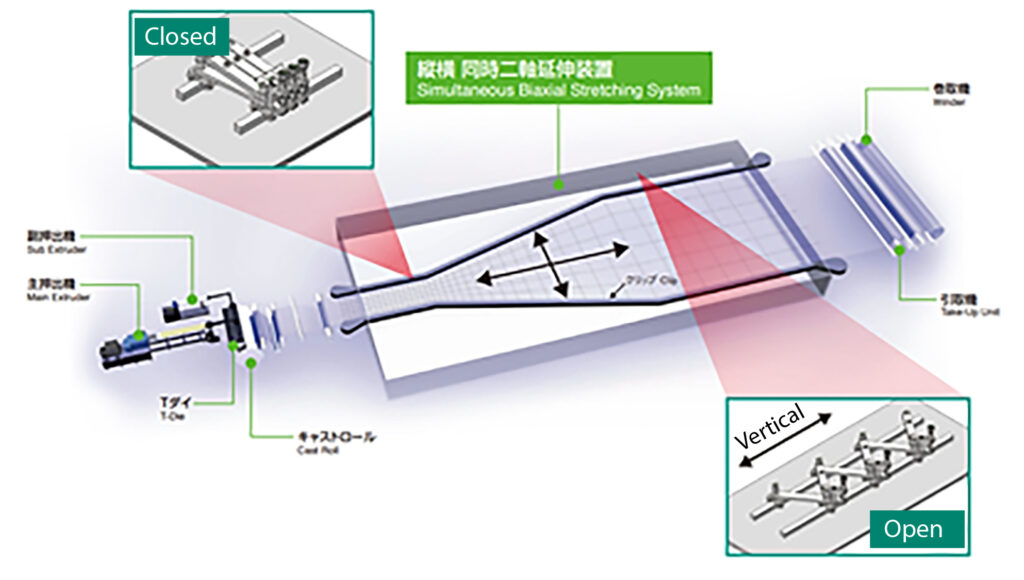
The simultaneous biaxial stretching system has the same structure with the sequential biaxial stretching system from the extruder to the casting process. However, the film stretching process is different from that of the sequential biaxial stretching system. It stretches films in the MD and the TD simultaneously. As shown in Fig. 2, clips with a linkage mechanism travel on the travelling rails arranged two each on the left and right sides.
The system stretches films to the TD by widening the width direction distance between the right and left rails in a chevron shape the same way as in the sequential system. At the same time, it narrows the width direction distance between the two rails each on the right and left sides to widen the film gripping part to the MD, thereby stretching the film to the MD.
This system enables resins with its molecules not aligned in a specified direction to be simultaneously stretched to the MD and the TD. Unlike the sequential system, it reduces the cumbersomeness to take into consideration the balance with the stretching conditions of the MD magnification in the first stage to achieve desired TD magnification. Thus, it features high degree of freedom in setting stretching conditions.
As seen, the simultaneous biaxial stretching is a process to simultaneously stretch films in the machine and traverse directions. It can create stretched films with high added values by improving strength and performance, while maintaining basic characteristics of films.
Forming Technology Suitable for Board Materials for 5G
Construction of LCP forming technology
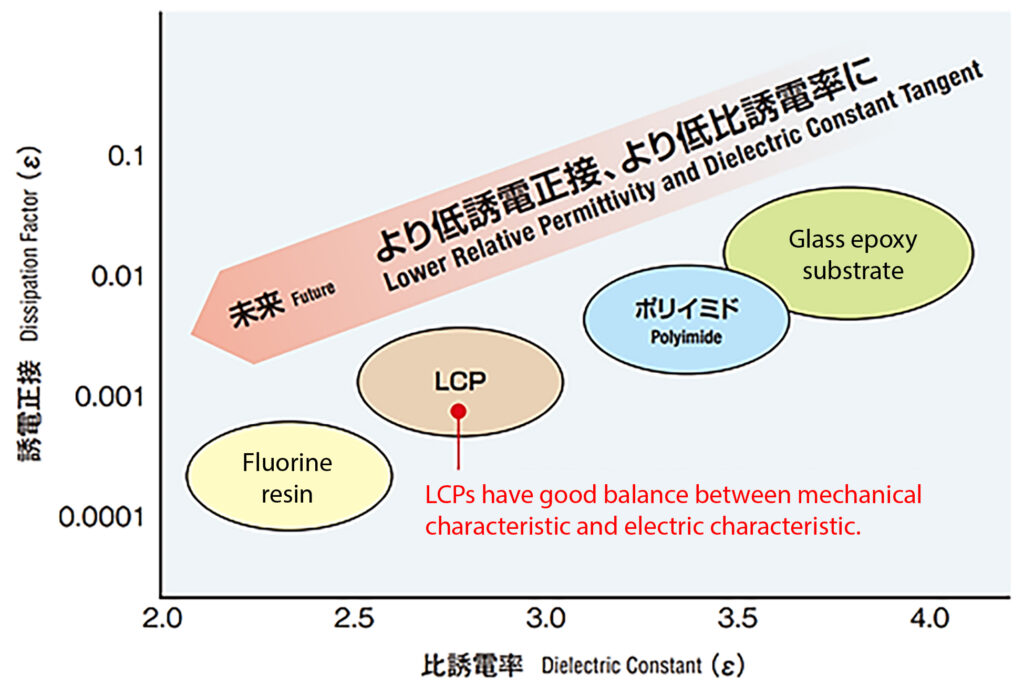
Liquid crystal polymers (LCPs) have unique characteristics derived from its specific molecular structure. Furthermore, by designing filling material appropriately in accordance with the purpose of use, materials for injection molding with high flowability and low deformation can be obtained. Framewise, LCPs have low dielectric constant and low dissipation factor. Hence, they are attracting attention as materials suitable for printed boards for 5G (Fig. 5). Moreover, this section discusses the construction of technology for forming LCPs suitable as board materials for 5G.
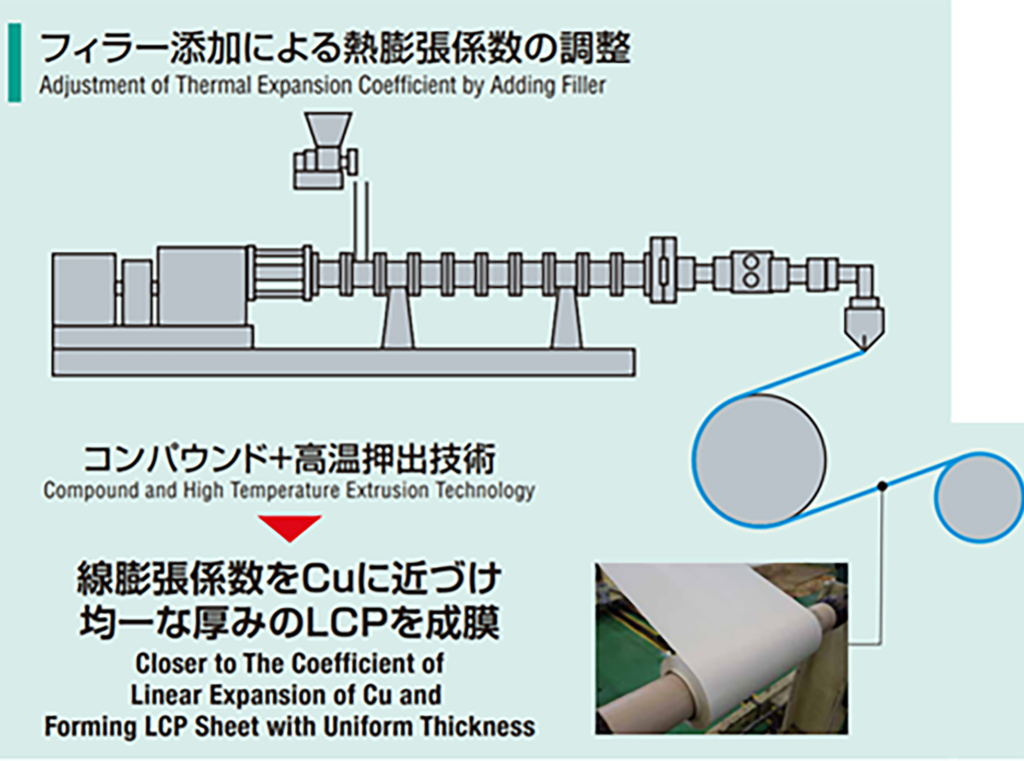
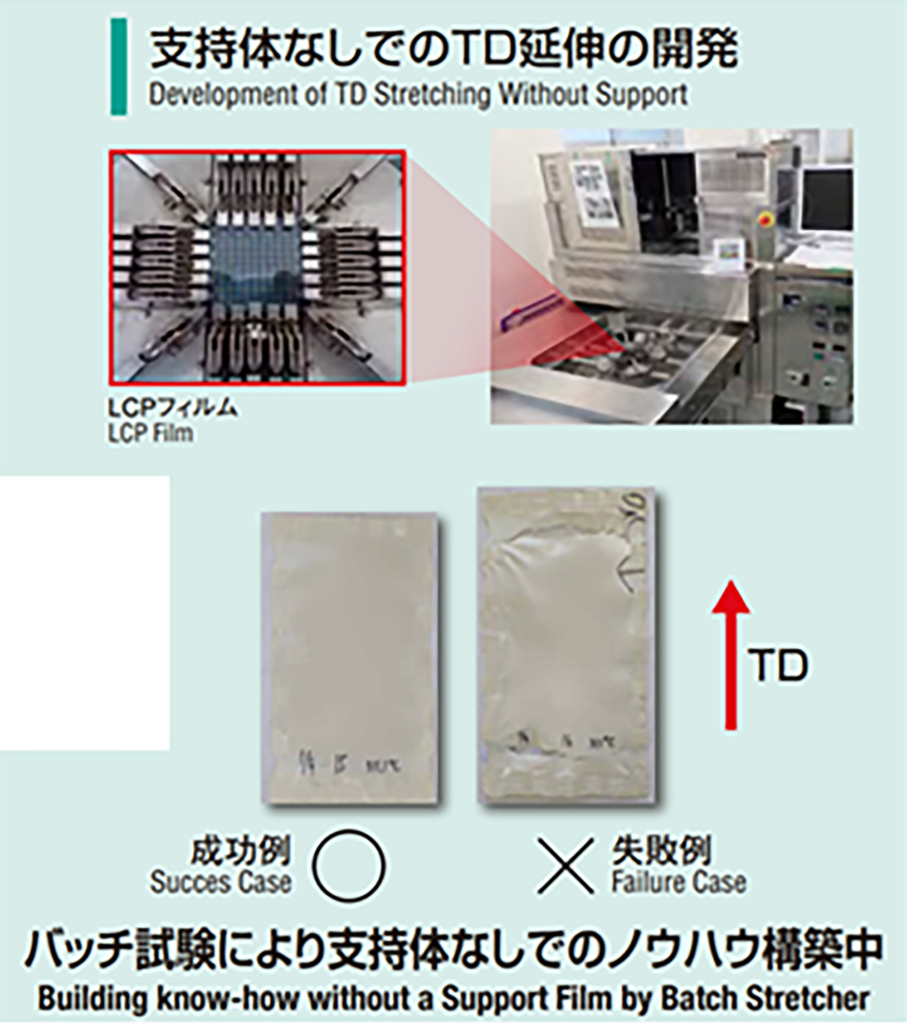
Advantages of LCPs is that they have the coefficient of thermal expansion close to that of copper (Cu) and therefore, they are superior in bonding. In addition, they have low water absorption and excel in dimensional stability. Nonetheless, there have been challenges in making their coefficient of thermal expansion closer to that of Cu. Also, they need a support during stretching, and stretching of a single layer is difficult.
As shown in Fig. 6, JSW has formed LCP sheet with uniform thickness. To achieve this, the company adjusted the coefficient of thermal expansion by adding filler and combined compound and high temperature extrusion technology to make the coefficient of linear expansion closer to that of Cu.
Development of TD stretching without support
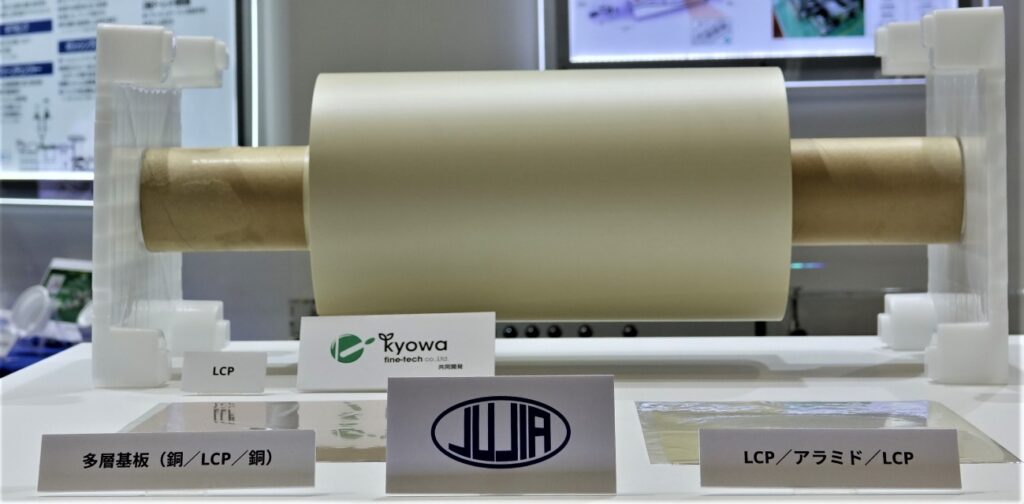
Fig. 7 shows the development of TD stretching without a support. Meanwhile, photo that follows shows a multilayer substrate and an LCP/ aramid/LCP film.
Volume Reduction, Monomateraization by Sequential Biaxial Stretching of BOPE
Bi-axially-oriented polyethylene films (BOPE films) have heat sealing property, tensile strength, impact strength and tear strength of polyethylene films and transparency, gloss, tensile strength, and rigidity of polypropylenes films.
Fig. 8 shows volume reduction and monomateraization by sequential biaxial stretching of BOPE. Film-thinning by volume reduction achieves reduction of waste plastic. Furthermore, monomateraization provides gas barrier property, facilitating recycling of materials.
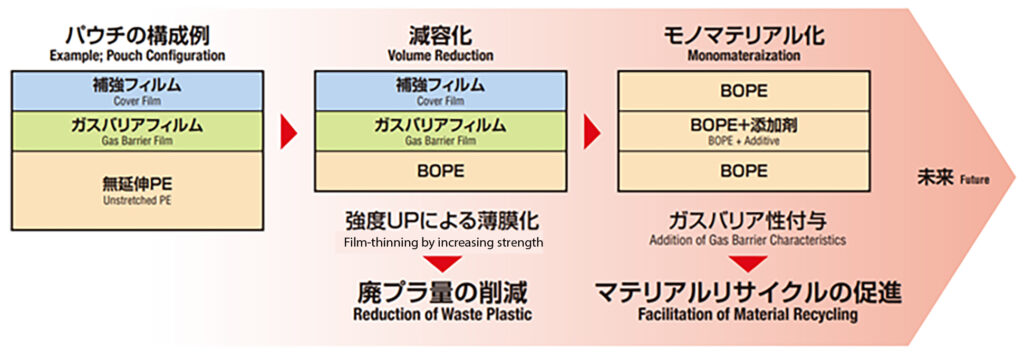
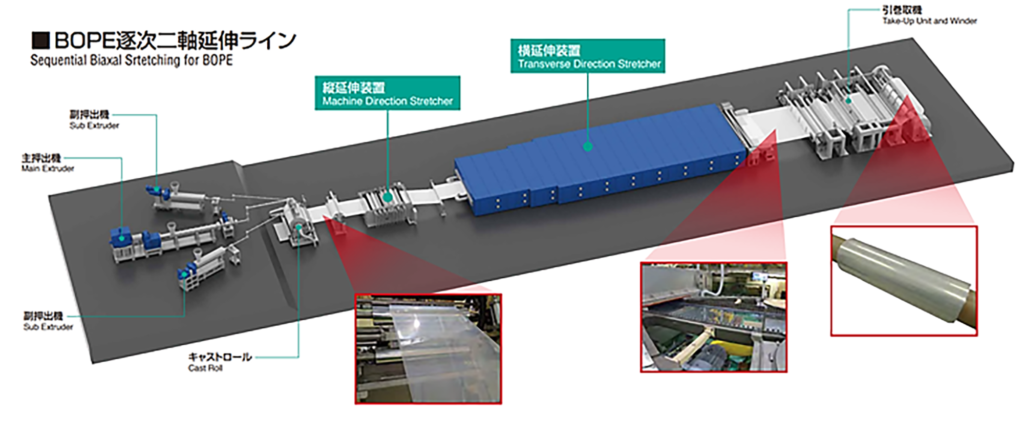
Fig. 9 shows sequential biaxial stretching line for BOPE. Nonetheless, JSW proposes the sequential biaxial stretching technology for polyethylene (PE) (linear low-density polyethylene (LLDPE) and high-density polyethylene (HDPE)), contributing to circulation type recycling of plastics.
About This Article:
The author, Yasuhiro Ukai, Ph.D., is from Ukai Display Device Institute (UDDI).
- Share:





