ASIA ELECTRONICS INDUSTRYYOUR WINDOW TO SMART MANUFACTURING
Hitachi's Unique Tool Rectifies Errors in Machines
A challenge faced at the manufacturing site is how to pass the know-how of skilled workers. As a result, Hitachi High-Tech Corporation has commenced a diagnostic service to convert skills of workers engaged in cutting into numerical values. Providing this service, Hitachi High-Tech supports digital transformation (DX) of companies.
The use of cutting machines involves mounting a tool (blade) on the holder of the main axis. Obviously, the tool needs to protrude to cut the target object.
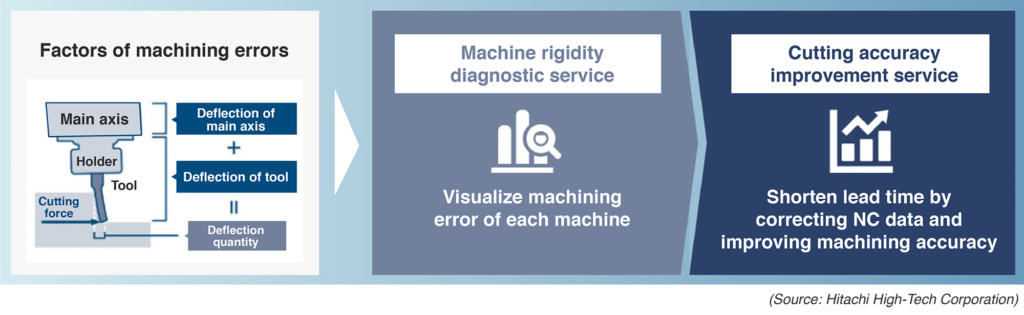
However, if it protrudes excessively, deformation tends to occur. The conventional solution can calculate the deflection quantity of the tool and correct it by considering the amount of the tool protruded from the holder.
Improves Machine Accuracy
Currently, Hitachi High-Tech focused on the main axis, which has conventionally been adjusted relying on skilled workers’ experience and intuition. The rigidity, or the difficulty of deformation, of the main axis is a major factor for errors during cutting work. Hence, performing corrections based on diagnosis can lead to the improvement of machining accuracy.
As of today, there are no other services available in Japan to convert the measurements of the main axis into numerical values, according to the company.
In the main axis rigidity diagnostic service, Hitachi High-Tech measures the rigidity through hearings of verification contents and effects and information on tools and materials. There are necessary steps necessary to carry out measurement. First, attaching a test bar, which is a gauge used for inspection, at the end of the machine’s holder. Next, by changing pressure at several points from the X and Y axes.
Equipment deteriorated with time tends to exhibit lower rigidity. Measurement values show peculiar properties of equipment. For example, the rigidity of X axis is lower than that of Y axis.
Promotes DX in Manufacturing
It is simulation that visualizes the actual deterioration level based on the values. For example, one can expect machining error to develop when equipment is over 20 years old. The results are necessary for the correction of data. Conventionally, Hitachi High Tech sees the error has been brought close to zero through efforts of skilled workers.
By obtaining the measurement results, actual correction is necessary to improve the cutting accuracy. Corrected numerical control (NC) data are available using the technology developed by Hitachi, Ltd. Obviously, taking into consideration the main axis and the holder, protrusion amount of the tool, and deflection amount.
NC is a program to numerically control cutting machines. First, computer aided design system (CAD) designs the shape of the target product. Then, computer aided manufacturing (CAM) sets movements of the machine tool and moving path of the tool. NC data realizes these movements.
“The main axis is unique to machine equipment, and it cannot be replaced unlike the holder and tool,” Hitachi said, explaining why it focused on the measurement of the main axis. Even if any kind of holder and tool are necessary, characteristics of the equipment can be available from the strength of the main axis.
The generation of corrected NC data is available by inputting information on the cloud. Based on the corrected NC data, users can perform cutting work that matches individual equipment.
Hitachi High-Tech intends to support manufacturers to advance DX by providing these services.
- Share: